Mit unseren Rundtaktmaschinen Rotaflex und Stemoflex können Sie komplexe Teile vielseitig bearbeiten und das alles mit nur einer Maschine. Jede Zerspanung wie bohren, fräsen, stechen etc. können durchgeführt werden. Die Bearbeitungszeiten sind schnell und unsere Maschinen sind sehr präzise.
Vieles ist möglich und wir beraten Sie gerne um die perfekte Lösung für Sie zu finden. Rufen Sie uns an: +41 32 654 80 60 oder schreiben Sie uns eine E-Mail unter info@ws-technica.com
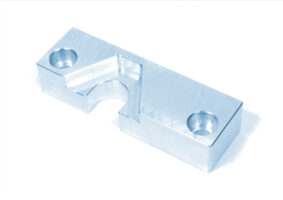
Einige Beispiele des Teilespektrums: